
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
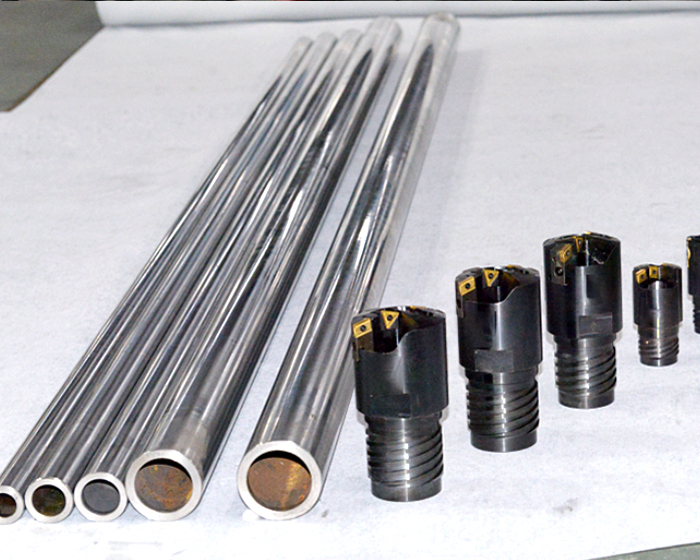
深孔加工时,镗刀遭到直徑的限制,直径小而长度大,因而抗拉度低、弯曲刚度差,钻削时很容易出现波浪形、振动和光滑度,正规深孔机床加工厂家伤害深孔的平面度和表面粗糙度,它是深孔加工务必注意的难点。开洞和打孔全过程中务必运用致冷润滑剂,但在没有采用与众不同机器设备的情况下,致冷润滑剂无法进到钻削区,深孔机床加工厂家那般便会导致数控刀具的耐磨性降低,更会出现铣面艰辛情况,这也是生产加工工作员务必避免 的难点。
泰安正规深孔机床加工为大家介绍如何泰安正规深孔机床加工:1、防护设备要齐备,钻床底座安装牢固,平稳;操作时禁止戦手套,围巾和手捏棉纱垫拿工件。2.钻具用量的选择应合理,深孔钻头不应压得太紧,以免坏深孔钻头。3.夹紧锥柄深孔钻头应用软金属压在顶部,不得碰触。使用钻头卡盘时,应使用专用板手拧紧,売体不应紧固。4.钻孔工件应车固夹紧。如果小件和薄件可以安装钳子,则不允许直接与手中的工件一起钻。5.禁止在旋转中接触深孔钻头和工件,在钻削薄板时应将薄板深孔钻头接地6.在调整台钻高度时,应将硬木垫在主轴下,并对主轴进行提升和调整。它不允许突然放松和下降的冲击和损坏的钻床。7.作业后,关闭电源,钻床必须言洁,移动部件加油润滑,下班时清洗现场。

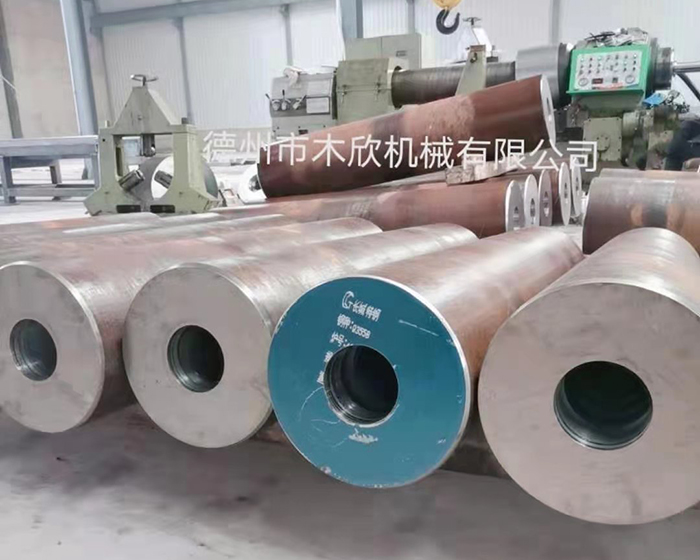
机械在使用时,工件是否完全被固定,固定位置是否有偏移或者震动现象,这是深孔钻钻出的深孔出现位置偏移的直接原因。泰安正规深孔机床加工厂家机器在安装使用前应该保持机器的稳定性能,如果工件位置固定而没有偏移,那么很有可能是枪尖或者承轴位置松动,这种情况下不仅会使深孔位置出现偏移,而且容易损坏机械设备。泰安正规深孔机床加工厂家孔深越深,钻孔时工件内部料屑容易卡住钻头,工件里面还有杂质的话,深孔钻钻出来的钻头容易使深孔口径变大,严重时会损坏深孔钻钻头。
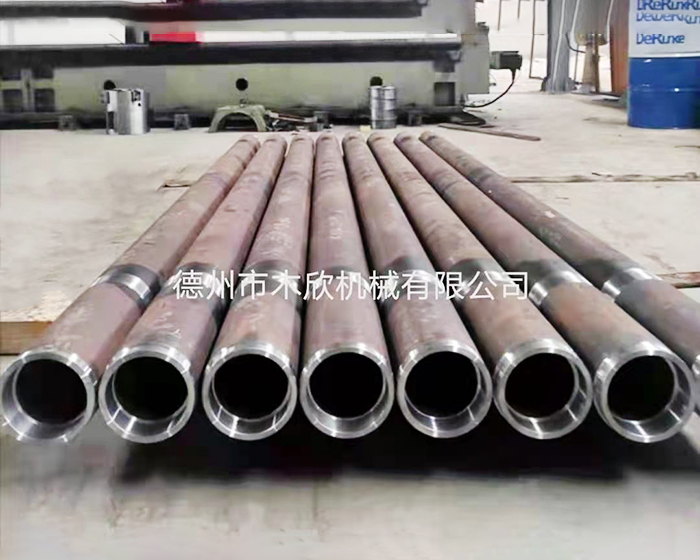
深孔加工在机械加工制造领域中尤其是深孔加工,因为生产加工时间长的缘故,在生产过程中,经常会碰到钻深一段距离后,泰安正规深孔机床加工厂家半途中断系统循环系统程序流程。在系统软件循环系统终断后,假如要从终断的部位再次生产加工,有下列二种常见生产加工方法:泰安正规深孔机床加工厂家从管口再次生产加工。优势:钻尖获得制冷,钻削时非常容易排屑;缺陷:空行程安排多,消耗很多時间,干了很多瞎忙。从中断点立即生产加工。优势:空行程安排少,节省很多時间;缺陷:在生产加工时没法制冷钻尖和排屑,比较严重时将造成 麻花钻烧毁和断裂。

泰安正规深孔机床加工难点:(1)不能直接观察到切削情况。仅凭声音、看切屑、观察机床负荷、油压等参数来判断排屑与钻头磨损情况。(2)切削热不易传出。(3)排屑较困难,如遇切屑阻塞则会引起钻头损坏。(4)因钻杆长、刚性差、易振动,会导致孔轴线易偏斜,影响到加工精度及生产效率。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


