
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
郑州好的刀具厂家的应用范围主要有以下三个方面:1.不易在通用机床上加工的零件,或需要在通用机床上配备复杂的专用夹具且需要较长调节时间才能加工的零件。2.郑州好的刀具厂家需要小批量和多批生产(通常少于100件),轮廓形状复杂,加工精度要求高或须通过数字方法解决的复杂曲线和表面模具零件的零件,准备进行多种修改设计。3.要进行镗,铣,钻,扩,铰,扩孔,沉孔,攻丝等多工序的联合加工,一次完成的零件可以一次夹紧,高价值的零件。
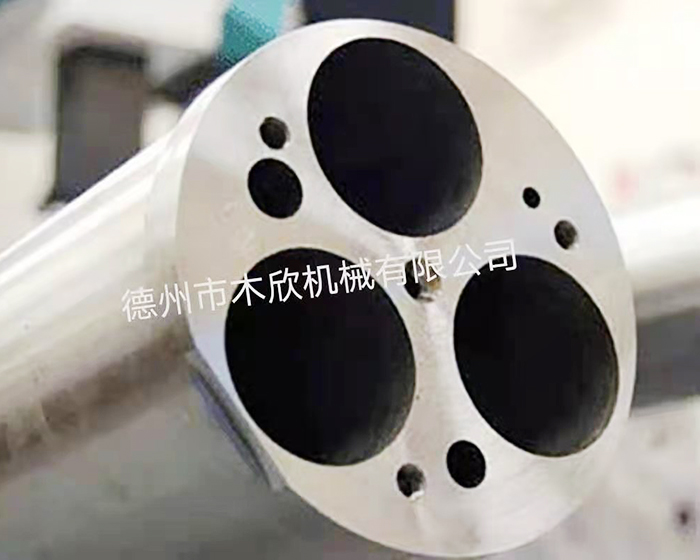
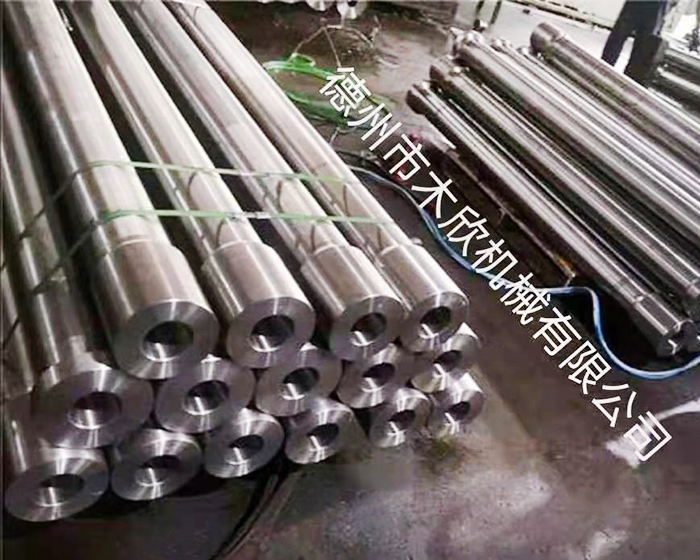
深孔技术加工就是在元件表面钻孔的加工技术,使用深孔钻床完成深孔加工是越来越多施工单位的选择,这一技术有什么特点呢?在使用深孔钻床进行加工的过程中,深孔枪钻、喷吸钻、重型铣削加工功能喷吸钻是双钻管自身具有封油结构,进行深孔加工时不需要导向套贴合工件进行封油,对于需要加工的工件表面质量要求较低,是一种适用范围广泛的钻床。郑州好的刀具厂家使用双钻杆箱自动倾斜上下移动的方式来完成加工,这样就可以快速实现深孔钻削模式和铣削模式的切换,也避免了加工前导向对工件和回转台回转带来的影响。郑州好的刀具厂家进行深孔加工时,A轴偏摆角度向上转15°,向下转25°,Y轴丝杠和A轴丝杠格子转动,保证结构合理,也更加稳定。同时,A轴滑枕通轴绞结在滑台上,通过丝杠来拉动旋转,导轨类同矩形导轨结构简单,加工、装配和调试更方便,精度也更有保证。
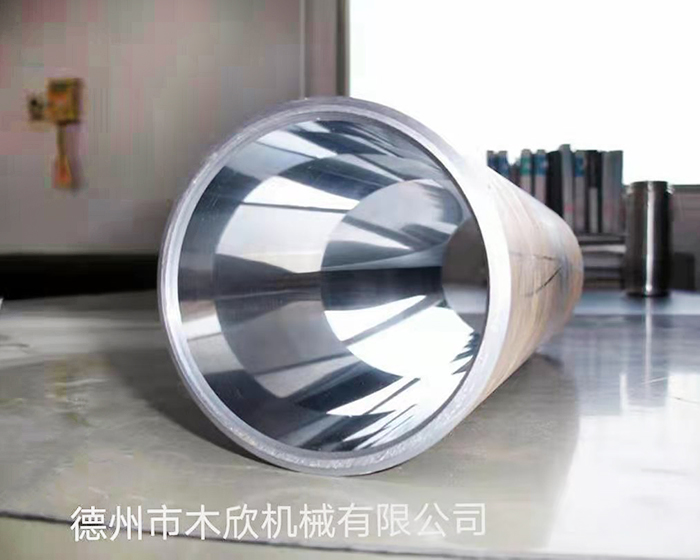
在郑州好的刀具中出现内孔表面粗糙问题,影响因素较多,例如切削速度过高;切削液选择不合适;铰刀主偏角过大,导致铰切削刃口不在同一个圆周上;郑州好的刀具中的铰孔余量太大;铰孔余量不均匀或太小,导致局部表面没有铰到;铰刀切削部分摆差超差、刃口不锋利,表面粗糙;铰切削刃带过宽;铰孔排屑不畅;铰刀过度磨损;铰刀碰伤,刃口留有毛刺或崩刃;刃口有积屑瘤;因为材料关系,不适用于零度前角或负前角铰刀等。

深孔加工是一类由致力于目前运用而设计方案的刀具所核心的生产加工行业。很多不一样的领域都牵涉到深孔加工。如今,郑州好的刀具厂家该生产加工行业获得成功一般 根据混和应用规范和专用型刀具元器件,这种元器件具备设计方案成专用型深孔加工刀具的工作经验。郑州好的刀具厂家这种刀具装有延长的高准确筒夹,而且具备支撑点作用和集成化铣刀,再融合切削刃槽形和刀头材料及其冷冻液和切屑操纵,就能在透射率和生产加工下得到需要的高品质。不可以立即观查到切削状况,光凭听声音、看切屑、观查数控车床负载、汽压等主要参数来分辨排屑与麻花钻损坏状况。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


