
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

云南正规枪钻加工刀具的特点:1、刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响枪钻加工刀具的直线度和表面粗糙度。2、在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。3、在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。4、切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。5、为了保证枪钻加工刀具在加工过程中顺利进行和达到应要求的加工质量,应增加刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置。6、刀具散热条件差,切削温度升高,使刀具的耐用度降低。

随着科技的进步,深孔加工的广泛应用,使得该技术在市场上占有领导地位,因此拥有这项技术的厂家在市面上越来越多。那诚信的深孔加工厂家应具备什么样的条件呢?首先,技术先进。云南正规枪钻加工刀具报价厂家首先要做到的就是技术,只有保持技术的先进,才能够在市场上占有地位,才能够满足消费者在不同时段的不同需求,同时对于技术的开发,的厂家还应具有足够的技术支持,只有不断的研究开发,才能保持技术。其次,服务态度。云南正规枪钻加工刀具报价厂家需要拥有好的服务态度,据了解,现在所有产业的利益都是来源于消费者的消费,所以服务态度非常的重要,只有服务态度好,才能吸引更多的客户前来,与此同时,还要使技术不断的提升,质量做好,然后加上好的服务态度,这样厂家才可获得更高的利益。
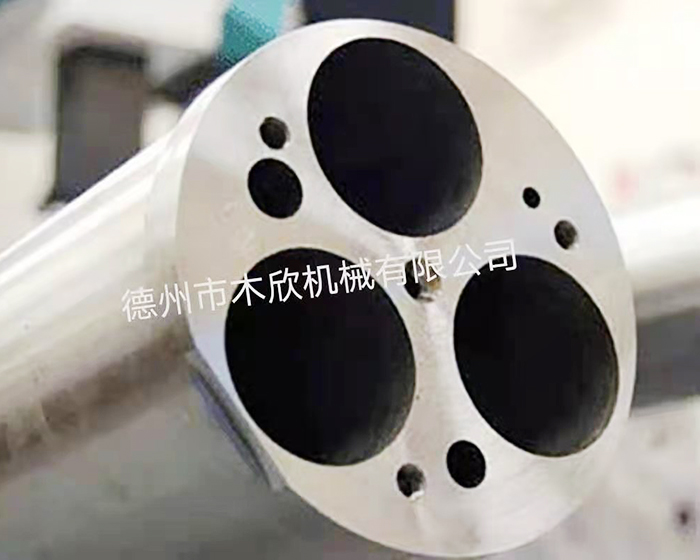
我们都知道,深孔加工头疼的就是排屑问题,而宽型钻槽更有利于钻屑的排出。对于一个成功的深孔加工来说,钻具的几何形状对其有着决定性的因素,钻槽的尺寸与空间都在影响着钻屑的排出,云南正规枪钻加工刀具报价在钻具上的那个开放式凹槽,它能够使钻屑并从孔内轻松的排出,特别是采用穿轴式冷却系统,其效果尤为突出,但如果没有孔洞底部的液流,那钻具上的开放式凹槽就会受到钻屑的堵塞。在如今这个科技发达的社会中,我们所应用的技术已经能够完全制造出各种各样的钻具,并且还能够应用于各种钻削加工中,还能轻松将切屑排出,从而避免刀具因摩擦而过热。云南正规枪钻加工刀具报价我们采用的合金钢材料制成的刀具具有良好的刚性,在深孔加工中很少出现偏离的现象,并且还提高了刀具本身的使用寿命。

导致深孔加工的内孔存在铰出不圆的情况,其原因有以下几种:铰刀主偏角过小;铰刀过长,刚性不足,铰削过程中发生振动;铰切削韧带较短;铰孔余量较偏;内孔表面有气孔或砂眼;内孔表面有缺口或交叉孔;机械上的主轴轴承松动,没有导向套;铰刀与导向套配合间隙过大,薄壁工件装夹过紧,导致卸下后工件变形。面对以上可能导致深孔加工内孔不圆的原因,厂家也给出如下解决措施:对于刚性不足的铰刀,可以采用不等分齿距 的铰刀。云南正规枪钻加工刀具报价采用刚性联接安装铰刀,并主偏角;选择合格铰刀,并控制预加工工序的孔位置公差;保证毛坯质量合格;采用不等齿距铰刀,导向套要求较长。云南正规枪钻加工刀具报价采用等齿距铰刀铰削孔时,对机床主轴间隙进行调整,导向套的配合间隙使用恰当的夹紧方法,减小夹紧力。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


