
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

数控机床的检测验收是一项复杂的工作。正规深孔珩磨机厂家它包括对机床的机、电、液和整机综合性能及单项性能的检测,另外还需对机床进行刚度和热变形等一系列试验,检测手段和技术要求高,需要使用各种高精度仪器。深孔珩磨机厂家对数控机床的用户,检测验收工作主要是根据订货合同和机床厂检验合格证上所规定的验收条件及实际可能提供的检测手段,全部或部分地检测机床合格证上的各项技术指标,并将数据记入设备技术档案中,以作为日后维修时的依据。现将机床检测验收中的一些主要工作加以介绍。
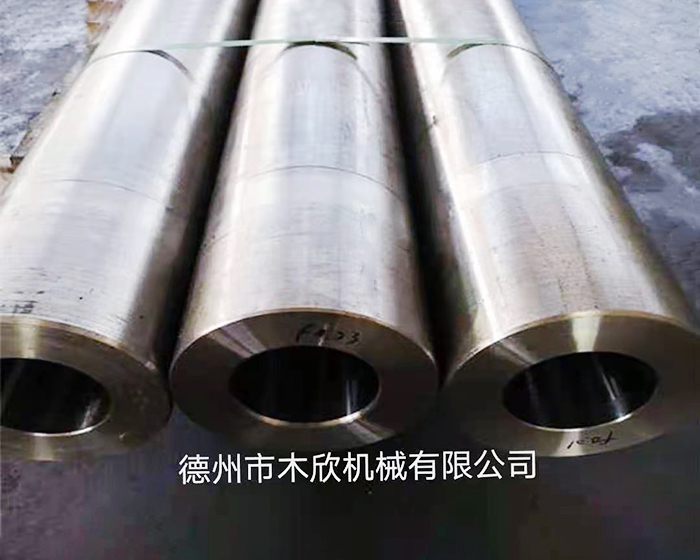
深孔加工实际操作关键点:主轴轴承和刀具导向性套、镗刀支撑点套、产品工件支撑套等轴线的平行度应符合规定;正规深孔珩磨机厂家切削液系统软件应通畅一切正常;产品工件的生产加工端表面不需有管理,并防止在斜坡上打孔;切屑样子应维持一切正常,防止转化成直带条状切屑;选用较高速运行生产加工埋孔,当麻花钻将要钻透时,深孔珩磨机厂家应减速或关机防止毁坏麻花钻。深孔加工切削液:深孔加工全过程中会造成很多的切削热,并不容易外扩散,须提供充裕的切削液润化制冷刀具。一般采用1:100的乳化油或压乳化油。
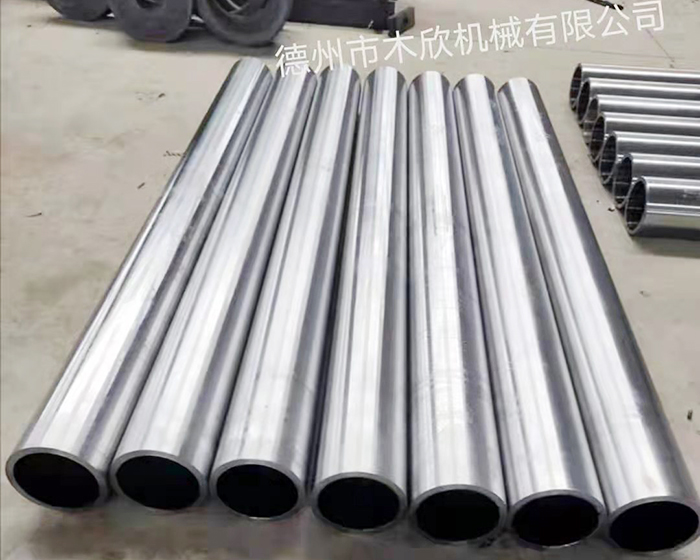
深孔加工中绞刀直径规格设计方案值偏大或铰钻削刀口有毛边;切削用量过高;切削速度不善或加工的剩余量过大;绞刀主倾角过大;绞刀弯折;正规深孔珩磨机厂家铰钻削刀口上黏附着切削瘤;修磨时铰钻削刀口摆差偏差;切削油挑选不适合;安裝绞刀时锥柄表层油渍未擦干净或球面有磕磕碰碰伤;深孔珩磨机厂家锥柄的扁尾偏差装进车床主轴后锥柄锥体干预;主轴轴承弯折或机床主轴轴承太松或毁坏;绞刀波动不灵便;与产品工件不一样轴及其手镗孔时双手用劲不匀称,使绞刀上下摇晃。

铰出的内孔不圆产生原因,铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;黑龙江正规深孔珩磨机厂家表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大以及由于薄壁工件装夹过紧,卸下后工件变形。铰出的内孔不圆解决措施,刚性不足的铰刀可采用不等分齿距的铰刀,铰刀的安装应采用刚性联接,偏角;选用合格铰刀,控制预加工工序的孔位置公差;采用不等齿距铰刀,采用较长、导向套;选用合格毛坯;采用等齿距铰刀铰削较的孔时,黑龙江正规深孔珩磨机厂家应对机床主轴间隙进行调整,导向套的配合间隙应要求较高或采用恰当的夹紧方法,减小夹紧力。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


