
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

机床尤其是数控机床作为工作母机,在各行各业中的作用众所周知,在机床的设计与制造中,设计师们一直在精益求精地提高机床的性能与产品外观,机床的艺术造型作为设计师们的必修课,困扰机床设计师的一个难题是机床的接线接管,好的深孔珩磨加工报价不管设计师怎样精心设计机床外观,一旦将管线接上之后,大家就会发现眼前的机器就像一个插满了管子、牵满了电线的“重病人”。深孔珩磨加工报价还有一个难题就是点对点的控制线、动力线及信号线等线路之间的抗干扰和连接松动等情况,这更是令现场电气工程师们头疼的一个问题,现场总线技术的出现为有效解决这些问题提供了福音。
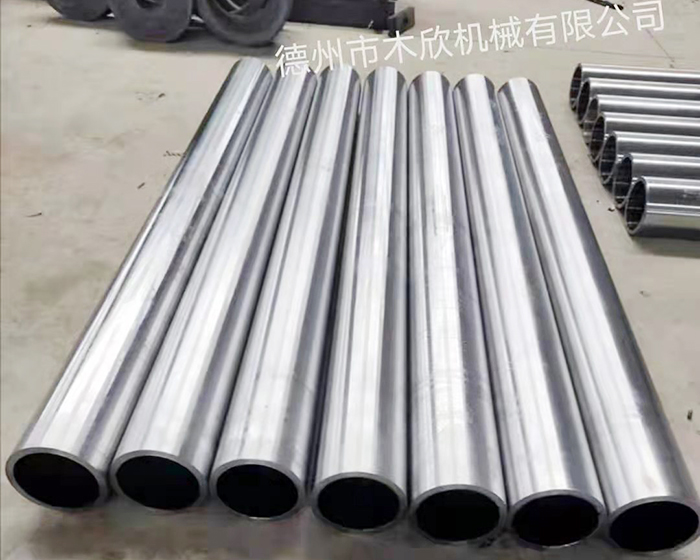
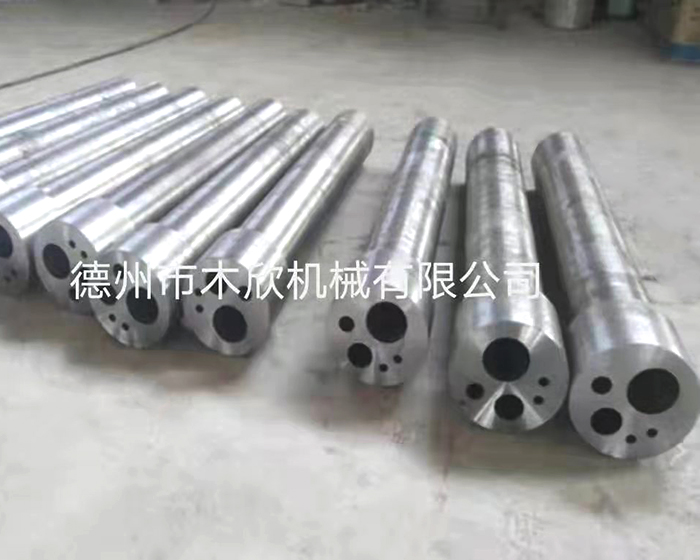
伴随着技术性持续发展趋势,深孔钻是内排屑深孔钻的一种典型性构造,它是在单刃内排屑深孔钻的基本上改善而成,其切削刃呈两面错齿状,江西好的深孔珩磨加工报价切屑从两面切下,并经两面排屑孔进到钻具排出来孔外。深孔钻切削力遍布匀称,分屑、断削特性好,钻削稳定靠谱,钻削出的深孔平行线性好。深孔加工没法立即观查刀具切削状况,因而生产加工时只有根据听声音、江西好的深孔珩磨加工报价看切屑、观查数控车床负载及切削液工作压力等方式 来分辨排屑及刀具损坏情况。深孔加工排热艰难,须选用合理、靠谱的切削热制冷方法。深孔加工排屑艰难,如产生切屑堵塞易毁坏刀具,因而须有效挑选切削使用量,确保断削靠谱、排屑顺畅。深孔加工时孔易产生倾斜,因而在刀具及进液器总体设计时要考虑到导向性装置与对策。深孔加工时钻具长、刚度差、易震动,将立即危害加工精度及生产率,因而有效挑选切削使用量十分关键。

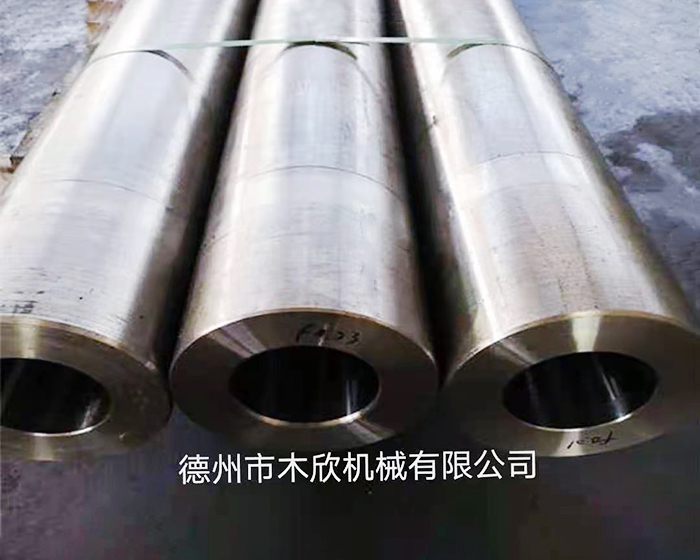
我们都知道,深孔加工头疼的就是排屑问题,而宽型钻槽更有利于钻屑的排出。对于一个成功的深孔加工来说,钻具的几何形状对其有着决定性的因素,钻槽的尺寸与空间都在影响着钻屑的排出,江西好的深孔珩磨加工报价在钻具上的那个开放式凹槽,它能够使钻屑并从孔内轻松的排出,特别是采用穿轴式冷却系统,其效果尤为突出,但如果没有孔洞底部的液流,那钻具上的开放式凹槽就会受到钻屑的堵塞。在如今这个科技发达的社会中,我们所应用的技术已经能够完全制造出各种各样的钻具,并且还能够应用于各种钻削加工中,还能轻松将切屑排出,从而避免刀具因摩擦而过热。江西好的深孔珩磨加工报价我们采用的合金钢材料制成的刀具具有良好的刚性,在深孔加工中很少出现偏离的现象,并且还提高了刀具本身的使用寿命。
数控机床的检测验收是一项复杂的工作。好的深孔珩磨加工报价它包括对机床的机、电、液和整机综合性能及单项性能的检测,另外还需对机床进行刚度和热变形等一系列试验,检测手段和技术要求高,需要使用各种高精度仪器。深孔珩磨加工报价对数控机床的用户,检测验收工作主要是根据订货合同和机床厂检验合格证上所规定的验收条件及实际可能提供的检测手段,全部或部分地检测机床合格证上的各项技术指标,并将数据记入设备技术档案中,以作为日后维修时的依据。现将机床检测验收中的一些主要工作加以介绍。
江西好的深孔珩磨加工报价为您详细讲解江西好的深孔珩磨加工报价的振动钻削机理是什么:振动钻削的基本原理是通过振动装置施加给刀具或工件一定方向、一定频率和一定振幅的可控振动,使钻头和工件之间产生规律性的接触和分离,从而使普通钻削变成间歇式钻削。针对不同的振动方向将振动钻削分为三类,其中,轴向振动方向与钻头的轴线方向一致,扭转振动方向与钻头的旋转方向一致,复合振动是轴向振动与扭转振动的相互叠加。由于轴向振动比较容易实现且加工效果较好,因此应用广。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


