
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

深孔加工时,镗刀遭到直徑的限制,直径小而长度大,因而抗拉度低、弯曲刚度差,钻削时很容易出现波浪形、振动和光滑度,正规偏心孔加工价格伤害深孔的平面度和表面粗糙度,它是深孔加工务必注意的难点。开洞和打孔全过程中务必运用致冷润滑剂,但在没有采用与众不同机器设备的情况下,致冷润滑剂无法进到钻削区,偏心孔加工价格那般便会导致数控刀具的耐磨性降低,更会出现铣面艰辛情况,这也是生产加工工作员务必避免 的难点。
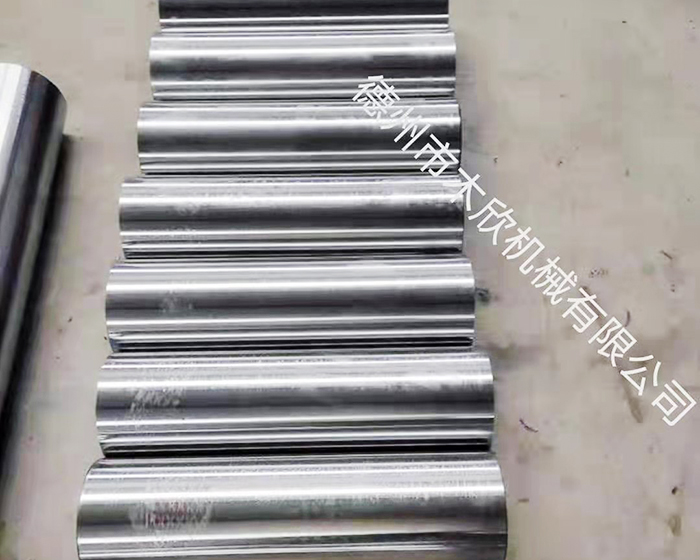
在吉林正规偏心孔加工中出现内孔表面粗糙问题,影响因素较多,例如切削速度过高;切削液选择不合适;铰刀主偏角过大,导致铰切削刃口不在同一个圆周上;吉林正规偏心孔加工中的铰孔余量太大;铰孔余量不均匀或太小,导致局部表面没有铰到;铰刀切削部分摆差超差、刃口不锋利,表面粗糙;铰切削刃带过宽;铰孔排屑不畅;铰刀过度磨损;铰刀碰伤,刃口留有毛刺或崩刃;刃口有积屑瘤;因为材料关系,不适用于零度前角或负前角铰刀等。

吉林正规偏心孔加工操作要点:主轴和刀具导向套、刀杆支撑套、工件支承套等中心线的同轴度应符合要求;切削液系统应畅通正常;工件的加工端面上不应有中心孔,并避免在斜面上钻孔;切屑形状应保持正常,避免生成直带状切屑;采用较高速度加工通孔,当钻头即将钻透时,应降速或停机以防损坏钻头。吉林正规偏心孔加工切削液:正规偏心孔加工过程中会产生大量的切削热,并不易扩散,需要供给充足的切削液润滑冷却刀具。一般选用1:100的乳化液或极压乳化液,需要较高加工精度和表面质量或加工韧性材料时,选用极压乳化液或高浓度极压乳化液,切削油的运动黏度通常选用(40℃)10~500px2/s,切削液流速为15~18m/s;加工直径较小时选用黏度低的切削油;要求精度高的深孔加工,可选用切削油配比为40%极压硫化油+40%煤油+20%氯化石蜡。切削液的压力和流量与孔径及加工方式有着密切的关系。

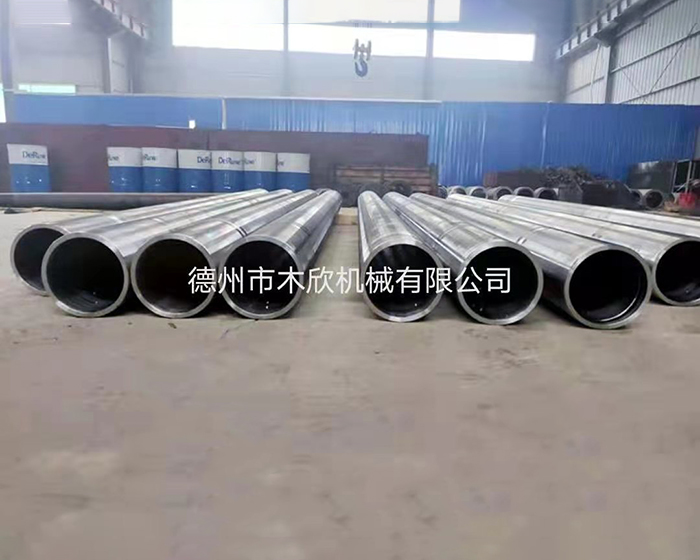
在这个科技发达的时代,在模具行业中,深孔加工得到了广泛的应用,解决了很多钻孔机无法解决的细孔和深孔的问题。在日常生活中,有时我们也需要钻深孔,但我们不知如何钻深孔,吉林正规偏心孔加工价格厂家为大家讲解一下。首先我们要准备好钻头和麻花钻,只有准备好工具,我们才能进行操作。枪孔钻孔是用专门的设备来加工的,它的钻头只有一个刀刃,后面有一个高压油孔,可以在工作的同时往里注入油,好将切出的碎屑排出。吉林正规偏心孔加工价格钻头一定要水平运动,这样才能方便碎屑的排出。再者,如果我们要使用麻花钻进行深孔加工的话,那么钻头的顶角一定要为140度,这样才可防止钻孔偏离。
铰出的内孔不圆产生原因,铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;吉林正规偏心孔加工价格表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大以及由于薄壁工件装夹过紧,卸下后工件变形。铰出的内孔不圆解决措施,刚性不足的铰刀可采用不等分齿距的铰刀,铰刀的安装应采用刚性联接,偏角;选用合格铰刀,控制预加工工序的孔位置公差;采用不等齿距铰刀,采用较长、导向套;选用合格毛坯;采用等齿距铰刀铰削较的孔时,吉林正规偏心孔加工价格应对机床主轴间隙进行调整,导向套的配合间隙应要求较高或采用恰当的夹紧方法,减小夹紧力。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


