
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

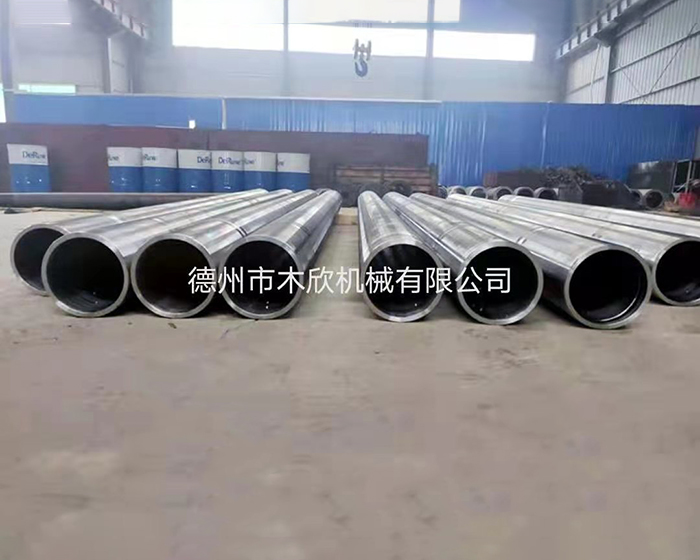
我厂是一家从事深孔钻孔加工,数控深孔钻加工,深孔钻加工的厂家。公司拥有先进的设备。可以提供优良的服务。如今深孔钻加工应用的是越来越多,也越来越重要了。接下来就由小编为大家介绍一下深孔钻加工的重要性。日照专业枪钻加工刀具厂家的重要性现代对深孔的加工主要采用了专用的设备和特制辅助工装来加工。所以在没有深孔加工的专用设备下,使用普通设备加工深孔、细长孔,刀具和夹具的设计非常重要。日照专业枪钻加工刀具厂家是机械加工中的一道挫折,特别是细长孔的加工,难点在于刀具细长,刚度差,强度低,容易引起刀具偏斜,而且散热难题等现象。从而达不到加工质量的要求。但是对于一些中小型的加工企业及个体加工户一般都不具备上述设备。所以只能因地制宜,因陋而简,在普通机床上采用了简易的工装对深细长孔进行加工。它的特点是效率高、质量好、劳动强度低。

在现代机械加工职业中,一般在加工孔深要求在5-8倍径称为常用规范钻头,在加工孔深在10倍径及以上加工孔深要求称为深孔加工钻头;即孔深与孔径之比;深孔加工钻头一般选用什么原料来加工,效果更好?深孔钻切削力分布均匀,分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线性好,是机加工发展中重要环节也是难掌控的;日照专业枪钻加工刀具厂家深孔加工工艺复杂,深孔加工进程相对复杂,假如加工不当,易发生偏疼,孔径偏大或排屑不畅等多种问题存在;所以需求操控好每个加工环节,才能有用保证整个深孔加工效果;日照专业枪钻加工刀具厂家在机械制造业中,一般将孔深超越孔径10倍的圆柱孔称为深孔。深孔按孔深与孔径之比(L/D)的大小一般可分为一般孔深、中等孔深及特别孔深3种。(1)L/D=10~20,属于一般孔深。常在钻床或车床上用接长麻花钻加工。(2)L/D=20~30,属于中等深孔。常在车床上加工。(3) L/D=30~100,属于特别深孔。要运用深孔钻在深孔钻床或专用设备上加工。
深孔加工是一类由致力于目前运用而设计方案的刀具所核心的生产加工行业。很多不一样的领域都牵涉到深孔加工。如今,日照专业枪钻加工刀具厂家该生产加工行业获得成功一般 根据混和应用规范和专用型刀具元器件,这种元器件具备设计方案成专用型深孔加工刀具的工作经验。日照专业枪钻加工刀具厂家这种刀具装有延长的高准确筒夹,而且具备支撑点作用和集成化铣刀,再融合切削刃槽形和刀头材料及其冷冻液和切屑操纵,就能在透射率和生产加工下得到需要的高品质。不可以立即观查到切削状况,光凭听声音、看切屑、观查数控车床负载、汽压等主要参数来分辨排屑与麻花钻损坏状况。

在深孔专业性生产制造中,导致直径扩张的原因有很多,例如绞刀难点:绞刀直徑规格型号方案设计值偏大,铰铣削伤口有毛刺或钻削瘤,日照专业枪钻加工刀具厂家起伏不灵活,主倾角过大,绞刀弯曲等;深孔加工中刀具耐用过快;切削用量不当或生产加工的剩下过多;深孔加工生产商总结了直径扩张的原因,也就得到了相对性的解决方法。对于绞刀难点,员工尽量缩小其直徑,日照专业枪钻加工刀具厂家保持伤口自然环境干净整洁,调整主倾角,弃用弯曲绞刀;调整刀具耐用、切削用量和容积;选择合适的切削液;清除锥柄,拆卸弯曲机床主轴轴承;规范操作规程。
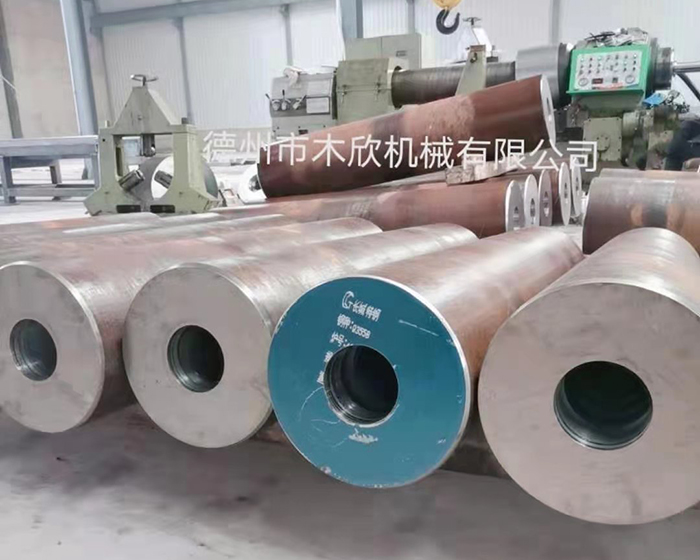
重型日照专业枪钻加工刀具厂家对大型回转类零件进行深孔数控加工时的常见问题,要从工件系统和钻削系统两大方面进行分析。从工件系统方面进行分析基于日照专业枪钻加工刀具厂家特点,回转类工件在工件床身上的装卡方式只能是一卡一拖或两拖方式。一卡一拖方式为花盘卡持工件一端既传递扭矩又承载工件重量,一个架支撑工件的另一端。两拖方式为两个架分别支撑工件的左右两端,花盘只用于传递扭矩,不承载工件重量。对于重量大、长度较长的工件,都客观存在由于自身重量而产生的挠度变形。

日照专业枪钻加工刀具厂家的应用范围主要有以下三个方面:1.不易在通用机床上加工的零件,或需要在通用机床上配备复杂的专用夹具且需要较长调节时间才能加工的零件。2.日照专业枪钻加工刀具厂家需要小批量和多批生产(通常少于100件),轮廓形状复杂,加工精度要求高或须通过数字方法解决的复杂曲线和表面模具零件的零件,准备进行多种修改设计。3.要进行镗,铣,钻,扩,铰,扩孔,沉孔,攻丝等多工序的联合加工,一次完成的零件可以一次夹紧,高价值的零件。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


