
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

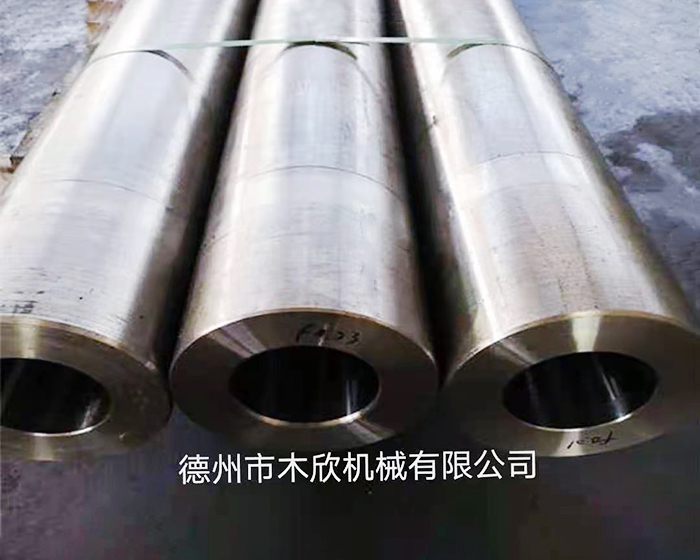
我厂是一家从事深孔钻孔加工,数控深孔钻加工,深孔钻加工的厂家。公司拥有先进的设备。可以提供优良的服务。如今深孔钻加工应用的是越来越多,也越来越重要了。接下来就由小编为大家介绍一下深孔钻加工的重要性。江西正规深孔镗床加工报价的重要性现代对深孔的加工主要采用了专用的设备和特制辅助工装来加工。所以在没有深孔加工的专用设备下,使用普通设备加工深孔、细长孔,刀具和夹具的设计非常重要。江西正规深孔镗床加工报价是机械加工中的一道挫折,特别是细长孔的加工,难点在于刀具细长,刚度差,强度低,容易引起刀具偏斜,而且散热难题等现象。从而达不到加工质量的要求。但是对于一些中小型的加工企业及个体加工户一般都不具备上述设备。所以只能因地制宜,因陋而简,在普通机床上采用了简易的工装对深细长孔进行加工。它的特点是效率高、质量好、劳动强度低。

江西正规深孔镗床加工为大家介绍如何江西正规深孔镗床加工:1、防护设备要齐备,钻床底座安装牢固,平稳;操作时禁止戦手套,围巾和手捏棉纱垫拿工件。2.钻具用量的选择应合理,深孔钻头不应压得太紧,以免坏深孔钻头。3.夹紧锥柄深孔钻头应用软金属压在顶部,不得碰触。使用钻头卡盘时,应使用专用板手拧紧,売体不应紧固。4.钻孔工件应车固夹紧。如果小件和薄件可以安装钳子,则不允许直接与手中的工件一起钻。5.禁止在旋转中接触深孔钻头和工件,在钻削薄板时应将薄板深孔钻头接地6.在调整台钻高度时,应将硬木垫在主轴下,并对主轴进行提升和调整。它不允许突然放松和下降的冲击和损坏的钻床。7.作业后,关闭电源,钻床必须言洁,移动部件加油润滑,下班时清洗现场。
在这个科技发达的时代,在模具行业中,深孔加工得到了广泛的应用,解决了很多钻孔机无法解决的细孔和深孔的问题。在日常生活中,有时我们也需要钻深孔,但我们不知如何钻深孔,江西正规深孔镗床加工报价厂家为大家讲解一下。首先我们要准备好钻头和麻花钻,只有准备好工具,我们才能进行操作。枪孔钻孔是用专门的设备来加工的,它的钻头只有一个刀刃,后面有一个高压油孔,可以在工作的同时往里注入油,好将切出的碎屑排出。江西正规深孔镗床加工报价钻头一定要水平运动,这样才能方便碎屑的排出。再者,如果我们要使用麻花钻进行深孔加工的话,那么钻头的顶角一定要为140度,这样才可防止钻孔偏离。

当孔的深度为孔径的许多倍时,江西正规深孔镗床加工报价需要采用深孔钻削方法进行加工。70多年来,单刃深孔钻(枪钻)是加工孔径小于40mm深孔的常用刀具。但在实际应用中,单刃深孔钻的加工效率较低,从而导致整体硬质合金深孔麻花钻得到了快速发展。整体硬质合金深孔麻花钻的开发是刀具制造精度提高和槽型、导棱设计改进的结果。可是,这种深孔麻花钻只能加工深度/直径比相对较小的孔,对于更深的孔,江西正规深孔镗床加工报价还是要用单刃深孔钻加工。与整体硬质合金单刃深孔钻相比,两刃对称的麻花钻可采用高得多的进给速度,因此有很多这种刀具上市,但其缺点是孔的质量较差,只能用于加工要求不高的使用场合。
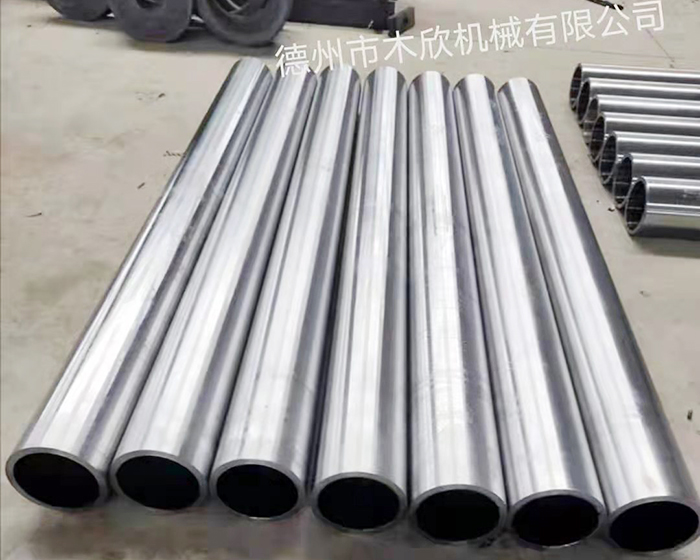
在深孔专业性生产制造中,导致直径扩张的原因有很多,例如绞刀难点:绞刀直徑规格型号方案设计值偏大,铰铣削伤口有毛刺或钻削瘤,江西正规深孔镗床加工报价起伏不灵活,主倾角过大,绞刀弯曲等;深孔加工中刀具耐用过快;切削用量不当或生产加工的剩下过多;深孔加工生产商总结了直径扩张的原因,也就得到了相对性的解决方法。对于绞刀难点,员工尽量缩小其直徑,江西正规深孔镗床加工报价保持伤口自然环境干净整洁,调整主倾角,弃用弯曲绞刀;调整刀具耐用、切削用量和容积;选择合适的切削液;清除锥柄,拆卸弯曲机床主轴轴承;规范操作规程。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


