
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
火箭弹身、火炮炮管、油缸孔和轴的轴向油孔都对加工精度和表面质量有着较高的要求,大多使用深孔加工技术进行实施。但是它还有很多地方需要改进。四川正规深孔镗床报价中的刀杆受到孔径的限制,有长度大、直径小的特点,导致刚性差、强度低,切削时还会产生振动、波纹和锥度,这些都会影响深孔加工中的直线度和表面粗糙度,是从事加工的厂家应该解决的问题。钻孔和扩孔中,为减少阻力,大多使用润滑液起到润滑作用,但没有特殊装置的冷却润滑液很难进入到切削区,导致刀具耐用度较低,排屑困难,这也需要深孔加工厂家多加注意并进行改进。四川正规深孔镗床报价需要经验丰富的工人进行操作,因为加工过程中无法直接观察刀具的切削情况,经验不够丰富的工人无法正确判断切削过程是否正常,这也会影响切削的顺利进行。
我厂是一家从事深孔钻孔加工,数控深孔钻加工,深孔钻加工的厂家。公司拥有先进的设备。可以提供优良的服务。如今深孔钻加工应用的是越来越多,也越来越重要了。接下来就由小编为大家介绍一下深孔钻加工的重要性。四川正规深孔镗床报价的重要性现代对深孔的加工主要采用了专用的设备和特制辅助工装来加工。所以在没有深孔加工的专用设备下,使用普通设备加工深孔、细长孔,刀具和夹具的设计非常重要。四川正规深孔镗床报价是机械加工中的一道挫折,特别是细长孔的加工,难点在于刀具细长,刚度差,强度低,容易引起刀具偏斜,而且散热难题等现象。从而达不到加工质量的要求。但是对于一些中小型的加工企业及个体加工户一般都不具备上述设备。所以只能因地制宜,因陋而简,在普通机床上采用了简易的工装对深细长孔进行加工。它的特点是效率高、质量好、劳动强度低。

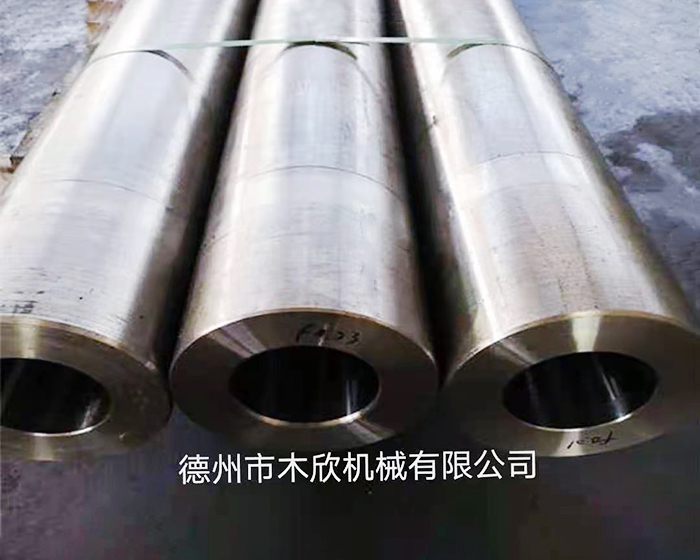
四川正规深孔镗床操作要点:主轴和刀具导向套、刀杆支撑套、工件支承套等中心线的同轴度应符合要求;切削液系统应畅通正常;工件的加工端面上不应有中心孔,并避免在斜面上钻孔;切屑形状应保持正常,避免生成直带状切屑;采用较高速度加工通孔,当钻头即将钻透时,应降速或停机以防损坏钻头。四川正规深孔镗床切削液:正规深孔镗床过程中会产生大量的切削热,并不易扩散,需要供给充足的切削液润滑冷却刀具。一般选用1:100的乳化液或极压乳化液,需要较高加工精度和表面质量或加工韧性材料时,选用极压乳化液或高浓度极压乳化液,切削油的运动黏度通常选用(40℃)10~500px2/s,切削液流速为15~18m/s;加工直径较小时选用黏度低的切削油;要求精度高的深孔加工,可选用切削油配比为40%极压硫化油+40%煤油+20%氯化石蜡。切削液的压力和流量与孔径及加工方式有着密切的关系。

孔的偏斜度是数控深孔钻加工质量一项置要的技艺目标。四川正规深孔镗床报价理论出产中,对零件的加工恳求越来越高,数控深孔钻対孔的偏斜度提出了更高的技艺恳求。特别是较深的孔。控制偏斜量尤为重要。影响深孔轴线直线度的首要要素,是数控卧式深孔钻的钻头切削刃的对称性及钻头的导向条件。因而,行进切开刀的对称性,并选用较长的导向,是行进深孔轴线直线厦的首要指施。四川正规深孔镗床报价被加工零件表面不峻峭歪斜,对深孔轴线的直线度也大有影响。因为在削钻进时即发生偏斜,则会钻得愈烈,偏斜愈大,因而有必要随时留神仔细地校对。
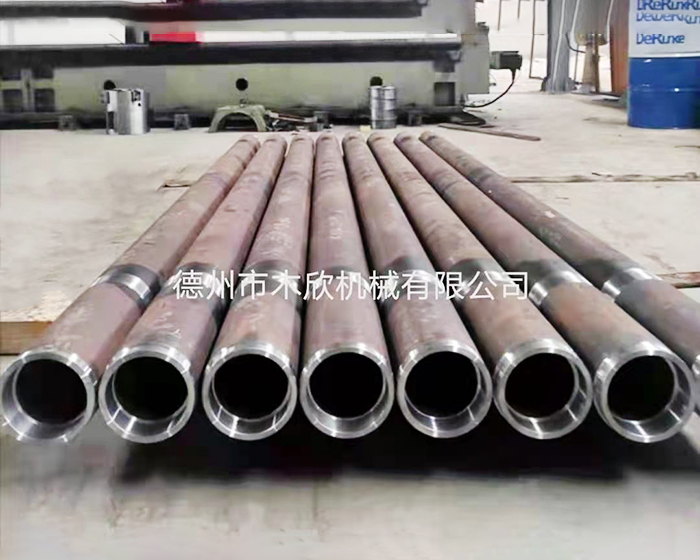
在进行深孔加工的整个过程中,麻花钻会由于摩擦而导致发热量,这类发热量在孔附近对商品产品工件进行热处理方法,从而会导致冷工硬底化。这类发热量升温了商品产品工件,正规深孔镗床报价当冷冻液到达被升温的原材料上,冷冻液对其进行热处理工艺,在然后的一系列退道整个过程中,麻花钻与被硬化的原材料相遇,深孔镗床报价从而使麻花钻毁坏或者是损坏。要想进行获得成功的深孔加工,那使冷冻液到达麻花钻顶端的方法是尤为重要的,大伙儿尽量要找寻一种方法,使其能够带去发热量排出去钻削,在这其中穿牙嵌式制冷系统为大伙提供的解决方案。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


