
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

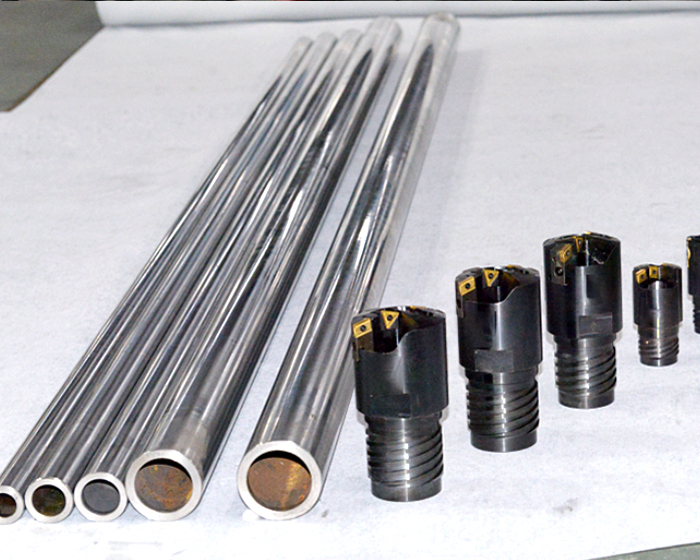
铰出的内孔不圆产生原因,铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;廊坊专业深孔珩磨机加工厂家表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大以及由于薄壁工件装夹过紧,卸下后工件变形。铰出的内孔不圆解决措施,刚性不足的铰刀可采用不等分齿距的铰刀,铰刀的安装应采用刚性联接,偏角;选用合格铰刀,控制预加工工序的孔位置公差;采用不等齿距铰刀,采用较长、导向套;选用合格毛坯;采用等齿距铰刀铰削较的孔时,廊坊专业深孔珩磨机加工厂家应对机床主轴间隙进行调整,导向套的配合间隙应要求较高或采用恰当的夹紧方法,减小夹紧力。
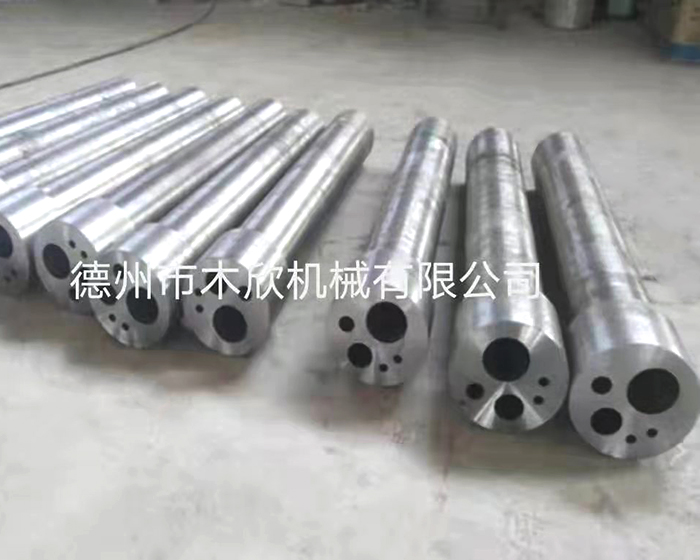
深孔加工实际操作关键点:主轴轴承和刀具导向性套、镗刀支撑点套、产品工件支撑套等轴线的平行度应符合规定;专业深孔珩磨机加工厂家切削液系统软件应通畅一切正常;产品工件的生产加工端表面不需有管理,并防止在斜坡上打孔;切屑样子应维持一切正常,防止转化成直带条状切屑;选用较高速运行生产加工埋孔,当麻花钻将要钻透时,深孔珩磨机加工厂家应减速或关机防止毁坏麻花钻。深孔加工切削液:深孔加工全过程中会造成很多的切削热,并不容易外扩散,须提供充裕的切削液润化制冷刀具。一般采用1:100的乳化油或压乳化油。
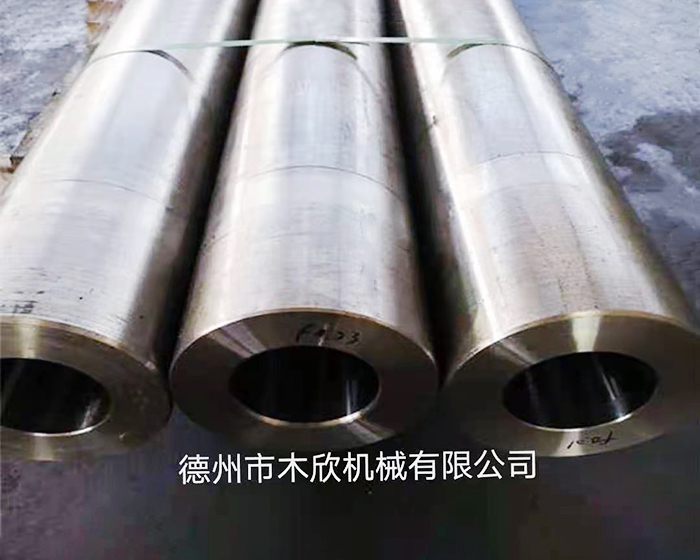
深孔加工时,镗刀遭受直径的限定,直徑小而长短大,因此抗压强度低、刚度差,切削时非常容易出現波浪纹、震动和光洁度,廊坊专业深孔珩磨机加工厂家危害深孔的平行度和粗糙度,它是深孔加工须留意的难题。打孔和钻孔全过程中须应用制冷润滑剂,但在沒有选用独特装置的状况下,制冷润滑剂难以进到到切削区,那样便会造成刀具的耐磨性能减少,更会出現排屑艰难状况,这也是生产加工工作人员须防止的难题。在深孔加工全过程中,廊坊专业深孔珩磨机加工厂家职工没法见到刀具切削的状况,只有凭着工作经历从切削传出的响声、切屑的外型、手触碰震动和产品工件溫度、查询仪表盘上的油压表和电度表等,来分辨切削全过程是不是一切正常。
廊坊专业深孔珩磨机加工厂家开洞和打孔整个过程中须运用致冷润滑液,但在没有采用与众不同设备的状况下,致冷润滑液无法进到钻削区,那般便会导致数控刀片的耐磨性下降,更会出现铣面艰苦状况,这也是生产制作工作员须避免 的难点。廊坊专业深孔珩磨机加工厂家深孔加工整个过程中,员工无法看到数控刀片钻削的状况,仅有凭借工作经验从钻削传来的声响、切削的外观、手碰触振荡和产品产品工件温度、查看车内仪表盘上的压表和电表等,来辨别钻削整个过程是否一切正常。
深孔加工在模具行业中得到了广泛的应用,也是常见的一种加工工艺,但在深孔加工的切削过程中,我要注意一些要点。我们大家都知道,廊坊专业深孔珩磨机加工厂家的切削路线都比较长,这就很容易在切削的过程中发生堵塞,直接导致深孔钻头的损坏,所以,我们要控制切削的长短与形状,并且还要进行强制性的排屑,同时,孔径的尺寸比较有限,孔的长径又比较的大,钻杆又细又长,刚性也比较差,从而容易产生震动,容易使钻孔走偏,因此在支撑和导向方面我们要特别的注意。廊坊专业深孔珩磨机加工厂家进行钻削时,是处于封闭或半封闭的状态下,只有这样,才有利于我们之后的操作。除此之外,我们还可以通过听声音、看切削效果、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。

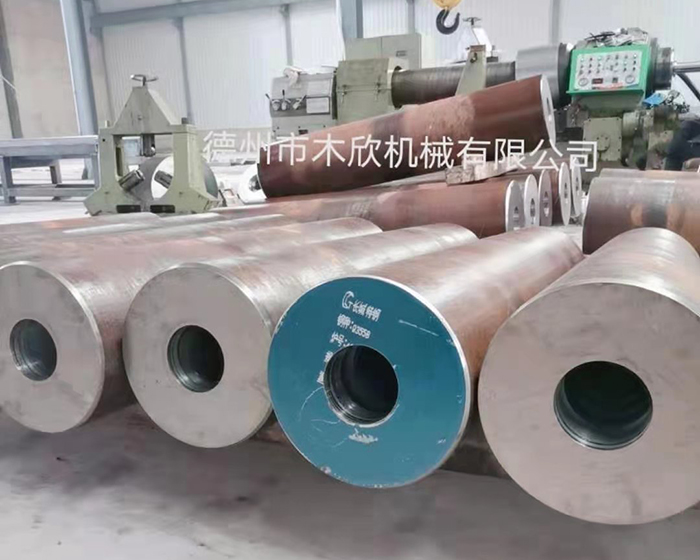
历经实验生产制造发觉:一种生产制造方式生产制造效率高矮且零件性能指标差,而二种生产制造方式,生产制造效率且品质很好。因而,在确保充足制冷工作压力的状况下,专业深孔珩磨机加工厂家挑选二种生产制造方式开展了数控刀片寿命试验。实验全部全过程中发觉,1把枪钻生产制造到第四件零件时,生产制造响声出现异常,因此降低进刀倍数为百分之九十,再一次生产制造,深孔珩磨机加工厂家可圆满完成第四件和第5件的生产制造,但生产制造到第六件时,生产制造到孔深78mm时,麻花钻头裂开。历经实验,在降低进刀倍数的状况下,1把枪钻多生产制造5件零件,可避免 麻花钻头裂开。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


