
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37

深孔加工的刀具有多种多样,如枪钻、喷吸钻、套料软件钻、硬质合金刀具可转位深孔钻、内排屑深孔钻和亚干试深孔加工系统软件等种类。专业枪钻加工刀具厂家喷吸钻适用经改裝的数控车床、立式数控加工,易生产加工产品工件原材料;套料软件钻、内排屑深孔钻的打孔直徑不宜钻生产加工Ф6毫米的小圆孔;硬质合金刀具可转位深孔钻一般朂小钻削直徑为Ф20毫米;而亚干试深孔加工系统软件主要是运用空气压缩开展排屑和制冷,枪钻加工刀具厂家应用做雾化切削液开展润化,需专用型的生产设备。而枪钻适用生产加工Ф2~Ф20毫米、长径比L/D>100、粗糙度Ra6.3~Ra0.4μm、准确度H7~H10级的深孔。

孔的偏斜度是数控深孔钻加工质量一项置要的技艺目标。江苏专业枪钻加工刀具厂家理论出产中,对零件的加工恳求越来越高,数控深孔钻対孔的偏斜度提出了更高的技艺恳求。特别是较深的孔。控制偏斜量尤为重要。影响深孔轴线直线度的首要要素,是数控卧式深孔钻的钻头切削刃的对称性及钻头的导向条件。因而,行进切开刀的对称性,并选用较长的导向,是行进深孔轴线直线厦的首要指施。江苏专业枪钻加工刀具厂家被加工零件表面不峻峭歪斜,对深孔轴线的直线度也大有影响。因为在削钻进时即发生偏斜,则会钻得愈烈,偏斜愈大,因而有必要随时留神仔细地校对。

数控刀具的选择和切削用量的确定是数控加工工艺中的重要内容,江苏专业枪钻加工刀具厂家不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是DNC系统微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。目前,许多CAD/CAM软件包都提供自动编程功能,江苏专业枪钻加工刀具厂家这些软件一般是在编程界面中提示工艺规划的有关问题,如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。

重型江苏专业枪钻加工刀具厂家对大型回转类零件进行深孔数控加工时的常见问题,要从工件系统和钻削系统两大方面进行分析。从工件系统方面进行分析基于江苏专业枪钻加工刀具厂家特点,回转类工件在工件床身上的装卡方式只能是一卡一拖或两拖方式。一卡一拖方式为花盘卡持工件一端既传递扭矩又承载工件重量,一个架支撑工件的另一端。两拖方式为两个架分别支撑工件的左右两端,花盘只用于传递扭矩,不承载工件重量。对于重量大、长度较长的工件,都客观存在由于自身重量而产生的挠度变形。
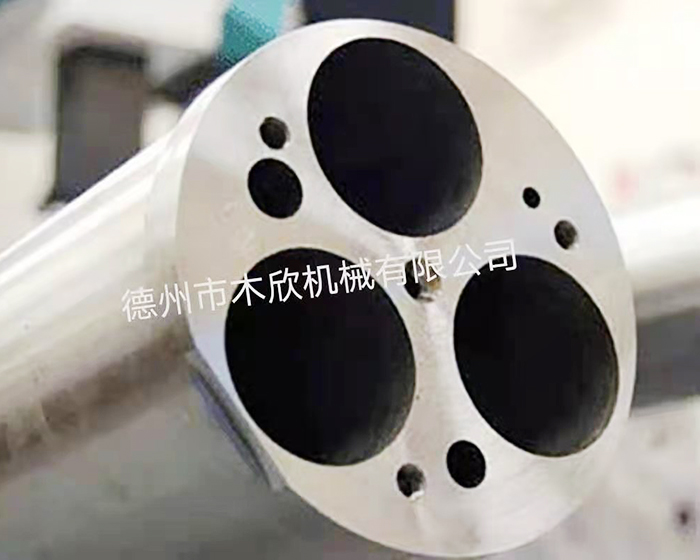
我们都知道,深孔加工头疼的就是排屑问题,而宽型钻槽更有利于钻屑的排出。对于一个成功的深孔加工来说,钻具的几何形状对其有着决定性的因素,钻槽的尺寸与空间都在影响着钻屑的排出,江苏专业枪钻加工刀具厂家在钻具上的那个开放式凹槽,它能够使钻屑并从孔内轻松的排出,特别是采用穿轴式冷却系统,其效果尤为突出,但如果没有孔洞底部的液流,那钻具上的开放式凹槽就会受到钻屑的堵塞。在如今这个科技发达的社会中,我们所应用的技术已经能够完全制造出各种各样的钻具,并且还能够应用于各种钻削加工中,还能轻松将切屑排出,从而避免刀具因摩擦而过热。江苏专业枪钻加工刀具厂家我们采用的合金钢材料制成的刀具具有良好的刚性,在深孔加工中很少出现偏离的现象,并且还提高了刀具本身的使用寿命。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)


